November 27, 2025
6 min read
Cibo Abrasives have been rightly proud of their abrasive belt joint quality for many years. But Cibo don’t rest on their laurels. With ever improving abrasive cloth and grain technology comes the need to ensure abrasive belts stand up to the rigours of modern day manufacturing. Recently Cibo added a new abrasive belt joint testing machine to their quality armoury.
There are five key stages to ensure good abrasive belt joint quality is maintained. Each of these stages can make the difference between a good secure joint and operational failure.
How are Abrasive Belt Joints Made?
There are five key stages to ensure good abrasive belt joint quality is maintained. Each of these stages can make the difference between a good secure joint and operational failure.
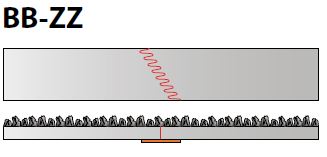
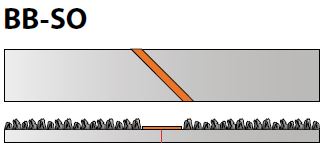
When making a tape joint the backing tape arrives pre-bonded with the correct ratio of PF resin. The tapes are supplied frozen and need to be maintained at, at least, 5 degrees below freezing. once they are removed from the freezer unit they must be used within 4 hours.
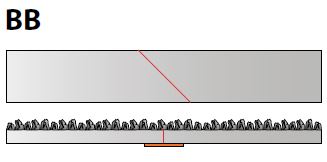
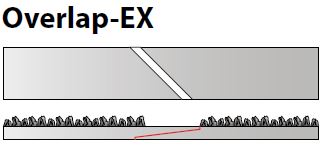
For overlap joints the joint skiving is first done to grind the inter-facing surfaces of the abrasive joint. This is immediately followed by an adhesive coating which is applied to the prepared surfaces. For Cibo this complete process is done on a continuous automatic production line to ensure consistent quality.
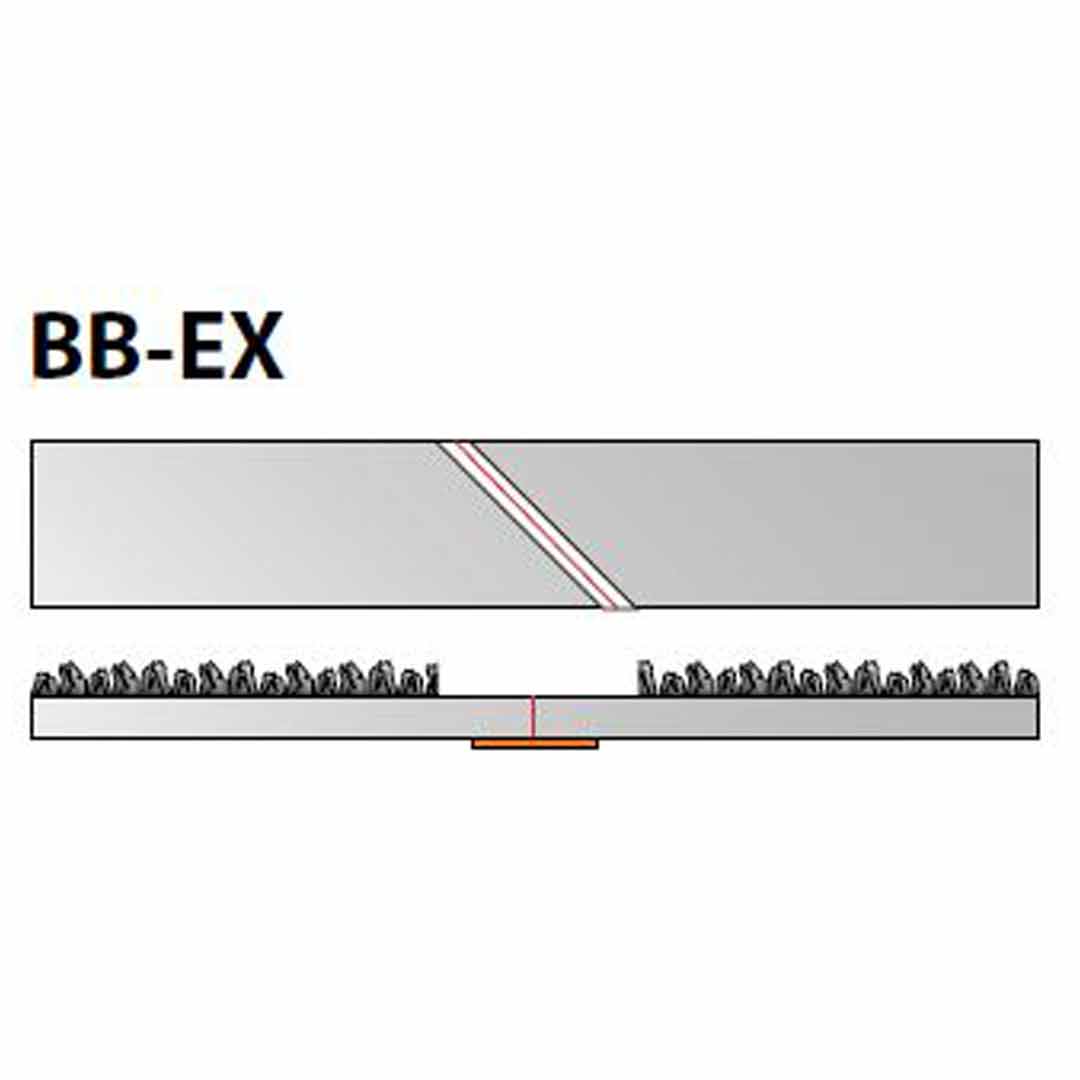
For tape joints only the back of the abrasive joint is skived and then a pre-bond adhesive is applied which will react with the tape adhesive to create a permanent bond with the pre-prepared joint tape.
In all cases the adhesive is allowed a specific curing time before the faces are bonded together under both a specific heat and a specific pressure.
The belts are then allowed additional curing time before they are allowed to leave the production environment.
The smaller and narrower the abrasive belt, the more important it is to ensure a good joint. The most demanding application for abrasive belt joints normally comes when the belts are used on powerfile tools such as Beltit and Dynafile machines.
Running at 24 m/sec a 457mm long belt will do 53 revolutions every second or 3,200 every minute. So to test the abrasive belt joint quality demands a machine engineered to a high specification, which is precisely what Cibo have alongside their production line.
Each production batch is tested to not 3,000 revolutions but 30,000. if it will pass this machine it will definitely stand day to day use on the production line.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}